
汚泥脱水機の種類を徹底比較|5方式の違いと失敗しない選び方
「結局、どの方式が一番いいですか?」
汚泥脱水機を検討するとき、必ず聞かれるのがこの質問です。
しかし実務の現場では、“一番いい方式”は存在しません。ある現場で高評価だった機種が、別の現場では全く機能しないこともあります。その理由はシンプルです。
- 汚泥の種類が違う
- 前処理条件が違う
- 運転条件が違う
- 目標値(含水率・処分費)が違う
にもかかわらず、「この方式は含水率〇%」「この方式は電力が高い/安い」と単一の数値で断定してしまうことが、最大の誤解の原因です。実際には、汚泥種(一次/余剰/消化/産業汚泥)・濃縮の有無・薬注条件・圧力や回転数などの運転条件・ろ材や洗浄設計によって、性能は大きく変動します。
本記事では、公的資料および国内一次情報に基づき、主要5方式を、現場でも判断できるよう、わかりやすく整理します。
👉 この記事でわかること
- 主要5方式(多重円板・スクリュー・フィルタープレス・ベルト・デカンタ)の違いと本質的な特性
- 含水率・電力・洗浄水を“方式名だけで”判断してはいけない理由
- 失敗しないための選定プロセス(試験・LCC・設計視点)の考え方
目次
比較対象となる5方式
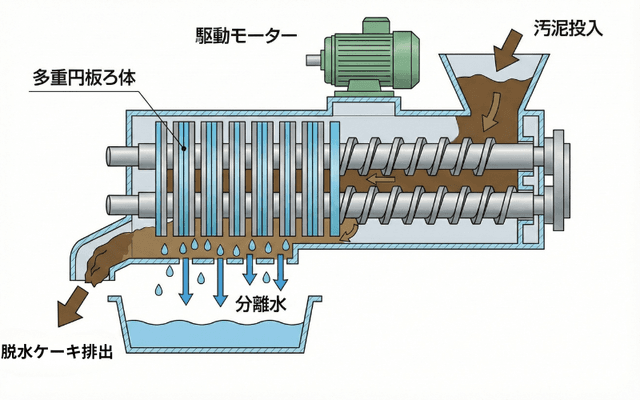
① 多重円板型/ロータリープレス系
多重円板型は、薄板円板とスペーサーで構成されたろ体を低速回転させ、重力ろ過で固液分離しながらケーキを移送・圧密して脱水を進める方式です。国内公的資料では「重力ろ過と毛管現象」を利用する構造とされ、低速回転のため連続無人運転が可能と整理されています。
洗浄は間欠方式で、ろ布式(ベルト等)と比べ洗浄水量がきわめて少量とされています。回転数が低く構造も比較的シンプルなため電力を抑えやすく、省エネ型の連続運転設備として中小規模施設や更新案件で採用が進んでいます。
含油系については、メーカーにより食品工場など油分を含む汚泥への適用をうたう例がありますが、実際の可否は機種設計と前処理条件に依存します。
性能レンジ(目安)
- ケーキTS:15~25%程度(条件により変動)
- 含水率:75~85%程度
運転・ユーティリティ特性
電力消費は比較的低い部類に入ります。洗浄水使用量は設計や自動洗浄頻度によって差が出るため、機種ごとの確認が必要です。
注意点
繊維質が多い汚泥では、設計によっては目詰まりのリスクが生じることがあります。また、含油分が高い場合はフロック形成に影響するため、薬注設計が重要になります。
向いているケース
- 中小規模処理場
- 省エネ重視
- 常時自動運転志向
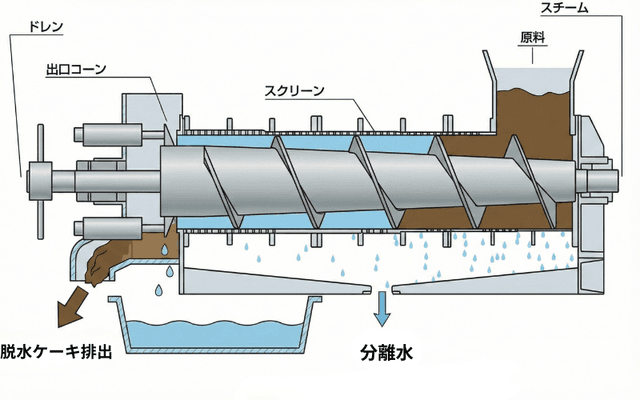
② スクリュープレス
スクリュープレスは、スクリーン(ろ過体)内でスクリューにより汚泥を搬送しながら圧密・せん断を与え、ろ液を分離する連続式脱水機です。機種によっては出口側で背圧をかけて追加圧密する設計もあります。
近年はセルフクリーニング機構や二軸化などの改良が進み、繊維分や無機分が多い難脱水汚泥への対応を開発目標とする例もあります。そのため、従来言われていた「詰まりやすい」という評価は、一概には当てはまりません。
性能レンジ(目安)
- ケーキTS:15~40%(汚泥条件で幅が大きい)
- 含水率:60~85%
運転・ユーティリティ特性
電力消費は低~中程度。洗浄水量は設計によりますが、過度に多い方式ではありません。薬注条件による性能変動が比較的大きい傾向があります。
注意点
高含油汚泥ではフロック管理が重要です。スクリーン設計によっては繊維の絡みが影響することがあります。
向いているケース
- 維持管理を簡便にしたい施設
- 中規模処理場
- 省エネと連続運転の両立を図りたい場合
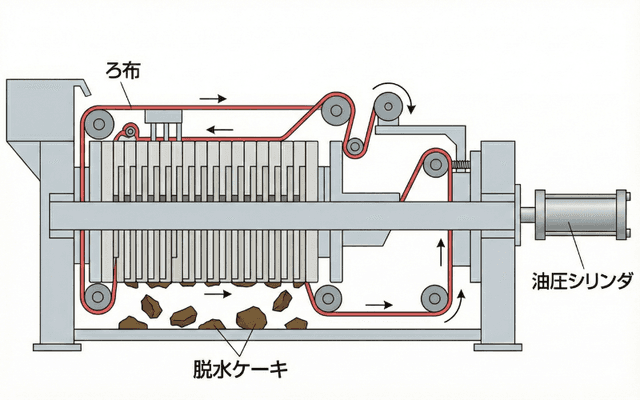
③ フィルタープレス
フィルタープレスは、ろ室に汚泥を圧入し、ろ布で固形分を捕捉しながら圧力で水を搾るバッチ式脱水機です。膜(ダイヤフラム)式では追加圧搾が可能とされ、より高いTSを得やすいと整理されています。
公的資料では、機械脱水の中でも高い乾燥度を得られる装置の一つと位置付けられており、乾燥度が高い分、搬出量や後段処理コストの低減につながります。
一方で、ろ布の準備・洗浄・ケーキ剥離は運転負荷となり、定期的なろ布管理が必要です。高脱水率と引き換えに、バッチ運転と保守管理を前提とする方式といえます。
性能レンジ(目安)
- ケーキTS:35~55%以上
- 含水率:45~65%
運転・ユーティリティ特性
圧搾ポンプや油圧装置を用いるため電力消費は中~高程度。ろ布洗浄などで一定量の洗浄水を使用します。運転は自動化可能ですが、バッチ工程管理が必要です。
注意点
ろ布管理が性能を左右します。含油分が高い場合はろ布閉塞リスクがあります。
向いているケース
- 処分費削減が最優先
- 高含水率を絶対に下げたい場合
- 産業汚泥処理
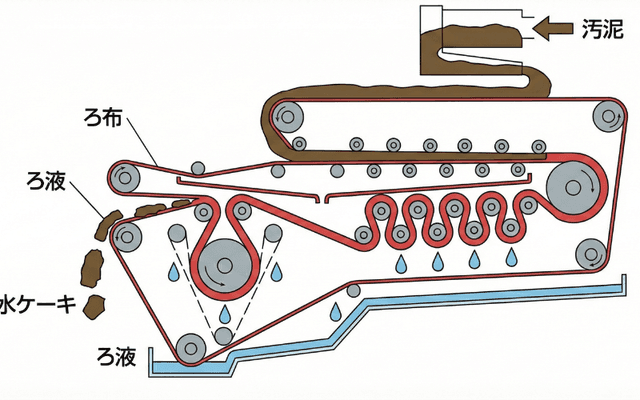
④ ベルトプレス
ベルトプレスは、上下2枚のろ布(ベルト)で汚泥を挟み、重力脱水の後にロール圧搾で連続的に水分を抜く方式です。公的ファクトシートでは、ケーキTSは12〜50%とされ、汚泥種や前処理条件によって幅が大きい点が特徴です。
連続運転が可能で、脱水の進行状況を視覚的に確認しやすいことから、長年実績のある方式として広く採用されています。一方で、ベルトは高圧洗浄水で清掃する必要があり、日々の洗浄管理や性能記録・サンプリングが重要とされています。
性能レンジ(目安)
- ケーキTS:12~50%
- 含水率:50~88%
運転・ユーティリティ特性
電力は中程度ですが、ベルト洗浄のため洗浄水使用量は比較的多い傾向があります。
注意点
ベルト管理が重要です。含油分が多い場合はベルトの汚染や性能低下に注意が必要です。
向いているケース
- 安定運転・実績重視の施設
- 繊維質が多い汚泥
- 既設更新案件
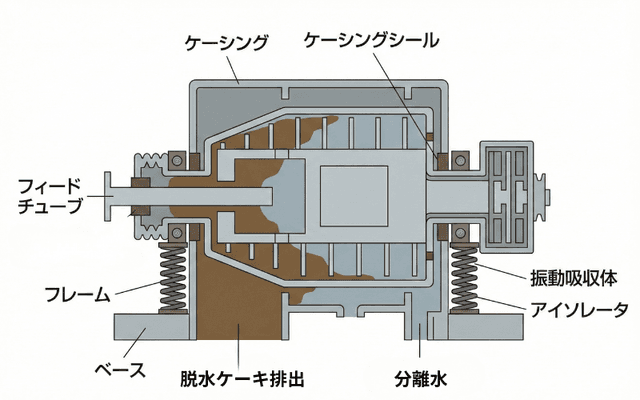
⑤ デカンタ(遠心脱水機)
デカンタ型遠心脱水機は、1,000〜3,000Gの遠心力で外筒内側に固形分を集め、内筒スクリューで脱水汚泥を連続排出する構造と国内公的資料に明示されています。高速回転による強制分離を行う連続式脱水機で、処理量が大きく、大規模施設で広く採用されています。差速制御により分離条件を調整できる点が特徴です。
運転最適化では、固形分回収率やケーキ状態を見ながら薬注量や差速を調整し、事前にジャーテストで調質状態を確認することが基本とされています。
性能レンジ(目安)
- ケーキTS:16~40%
- 含水率:60~84%
運転・ユーティリティ特性
電力消費は比較的高い部類に入りますが、洗浄水は多くありません。大容量連続処理に適しています。
注意点
砂分が多い汚泥では摩耗が進みやすく、部品交換コストが増加する可能性があります。
向いているケース
- 大規模下水処理場
- 高スループット重視
- 自動化志向
セイスイ工業の事例紹介

比較表
※数値は公的資料・メーカー一次情報を踏まえた一般的な性能レンジです。実際の性能は汚泥種・前処理・運転条件で変動するので、まずは、現場の汚泥性状をしっかりと把握しましょう。
比較項目 | 多重円板/ロータリー | スクリュープレス | フィルタープレス | ベルトプレス | デカンタ(遠心) |
|---|---|---|---|---|---|
運転形式 | 連続 | 連続 | バッチ | 連続 | 連続 |
ケーキTS目安 | 15~25% | 15~40% | 35~55%以上 | 12~50% | 16~40% |
含水率目安 | 75~85% | 60~85% | 45~65% | 50~88% | 60~84% |
電力消費 | 低 | 低~中 | 中~高 | 中 | 高 |
洗浄水使用量 | 少~中 | 少~中 | 中 | 多 | 少 |
処理量対応 | 小~中 | 小~中 | 小~大 | 中 | 中~大 |
自動化適性 | 高 | 高 | 中 | 中 | 高 |
含油耐性 | △ | △ | △(ろ布管理要) | △ | ◎ |
繊維耐性 | △ | ○ | △ | ◎ | ○ |
摩耗リスク | 低 | 低 | 低 | 低 | 高(砂分多いと顕著) |
導入コスト傾向 | 中 | 中 | 高 | 中 | 高 |
処分費削減ポテンシャル | 中 | 中 | 高 | 中 | 中 |
使い方のポイント
- 最低含水率を最優先➡フィルタープレス
- 省エネ・低速運転重視➡多重円板/スクリュー
- 大規模・高スループット➡デカンタ
- 繊維が多い汚泥➡ベルトプレス
- 含油分が多い➡デカンタ有利
方式の優劣ではなく、汚泥性状×前処理×運転条件との相性で選定するのが失敗しない近道です。
電力・洗浄水は「方式名」で断定しない
「この方式は省エネ」「この方式は水を多く使う」といった断定は誤解のもとです。比較はまず業界ファクトシートの代表指標を押さえ、次に個別機種の例を別枠で見るのが安全です。
代表指標(業界整理ベース)
WEFの整理では、遠心の動力単位は相対的に高い傾向と示されています。また、多重円板型は、ろ布式に比べ洗浄水が「きわめて少量」と国内資料に記載されています。ここまでが“傾向”です。
動力原単位
- スクリュー:約0.05 kW/gpm
- ベルト:約0.05 kW/gpm
- 遠心:約0.2 kW/gpm
洗浄水
- スクリュー:25~45 gpm
- ベルト:20~60 gpm
- 遠心:通常N/A(CIP時に使用)
個別機種の比較例(=条件依存の例)
一方、JSIM資料(処理量45 kg-DS/h比較)では、
- 改良型スクリュー:3.05 kW/h、洗浄水0.08 m³/h
- 遠心:14.7 kW/h、2.5 m³/h
- ベルト:3.5 kW/h、4.6 m³/h
ただしこれは特定条件・特定機種での“例”であり、方式の絶対比較ではありません。ここを混同すると、選定を誤ります。
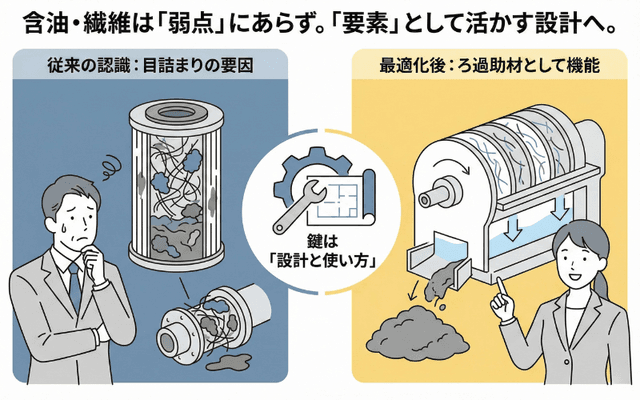
含油・繊維の影響は「方式優劣」ではない
含油汚泥の課題は、方式の優劣というよりも、目詰まり・洗浄設計・材料適合の問題として現れます。実際に、多重円板で含油排水対応を明記する例や、セルフクリーニング機構で高含油汚泥に対応する改良型スクリューもあります。重要なのは、その機種がどう設計されているかです。
また、繊維は必ずしも“詰まりの原因”ではありません。ろ過助材としてろ過抵抗を下げる働きを持つことがあり、研究では繊維添加によりケーキ含水率が82%から68%へ低下した例も報告されています。
つまり、含油や繊維は「弱点」ではなく、設計と使い方次第で結果が変わる要素です。
LCC(ライフサイクルコスト)の本質
原則はシンプルです。ケーキが乾くほど、後段コストは下がる。ケーキTSが高いほど、①搬出量減少、②貯留量減少、③焼却・乾燥の燃料減少、につながります。フィルタープレスが「最も乾いたケーキ」で経済的優位を持ち得る、とされるのはこのためです。
一方で遠心は動力が課題になり得ますが、メーカーは省エネ改良やレトロフィットで1~3割削減などを打ち出しています。新世代デカンタでは電力40%削減をうたう例もあります(※メーカー主張)。
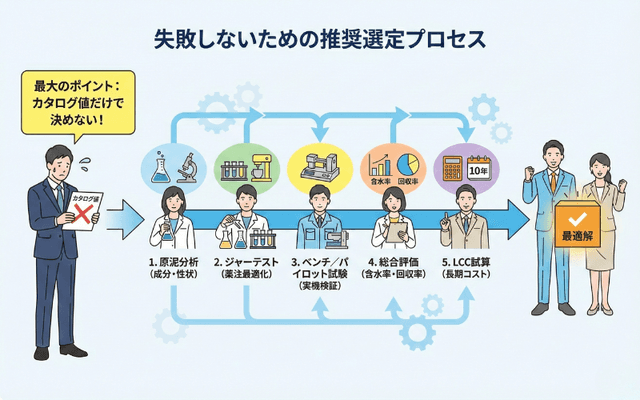
推奨される選定プロセス(失敗しないために)
- 原泥分析(TS、SS、油分、繊維、粒径)
- ジャーテストによる薬注最適化
- ベンチ/パイロット試験
- 含水率だけでなく回収率も評価
- LCC試算(5~10年スパン)
カタログ値だけで決めないこと。これが最大のポイントです。
まとめ:「方式」よりも「条件設計」で決める
汚泥脱水機の比較で最も誤解されやすいのは、
- 含水率を単一値で断定すること
- 電力や洗浄水を方式名で順位づけすること
実際の性能は、脱水機の性能 = 方式 × 汚泥性状 × 前処理 × 運転条件で決まります。重要なのは「どの方式か」よりも「どう設計し、どう運転するか」。本当に問われるのは、“機械選定”ではなく“設計視点”です。
セイスイ工業は、デカンタ型遠心分離機を80台以上保有し、自社整備体制のもとで仮設水処理を全国に提供しています。大規模処理、汚染土壌、更新期間中の代替処理、災害対応まで、現場条件に応じた実績を多数有しています。
「処理を止められない」
「更新中の代替処理が必要」
「災害や突発トラブルで水処理が機能しない」
など、様々な課題に対して、実例ベースでご相談いただけます。まずはお気軽にお問い合わせください。

